

铝封头压制成型全套设备有哪些?
 2021-11-25 14:13
2021-11-25 14:13封头是压力容器的重要部件,一般用在压力容器的两端,封头的外形不过有很多种,广泛应用在石油化工、原子能以及食品制药行业,比如储罐、热换器、反应釜、锅炉和分离设备。山东威力可以根据封头直径的不同选择不同吨位的铝封头压制成型液压机,机身一般采用三梁四柱式结构。根据不同的封头直径、材质、厚度,威力重工可以定制200吨、315吨、500吨、630吨、800吨、1000吨、1500吨、2000吨、3000吨、5000吨等多种不同的吨位。

图片仅供参考,详情请咨询18306370979(微信同号)
铝封头压制成型液压机拉伸工艺如下图,凸模固定于拉伸滑块上的上模快换装置及接筒上,模圈安装于压边滑块内,根据不同规格工件采用不同规格模圈,压边圈固定于模圈上,凹模固定于移动工作台上,顶出旋转装置固定于下横梁内。
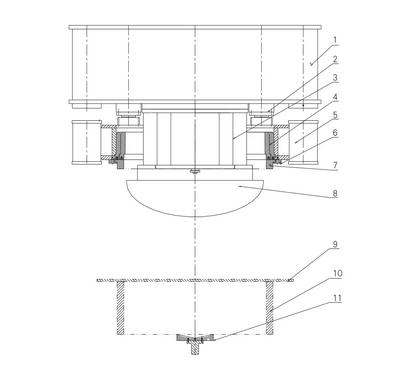
封头拉伸工艺
1-拉伸滑块,2-压边缸,3-上模快换装置及接筒,4-模圈,5-压边滑块,6-压边圈安装法兰,7-压边圈,8-凸模,9-工件,10-凹模,11-顶出旋转装置
铝封头压制成型液压机拉伸运动流程图如下图,状态一为液压机初始位置,状态二为拉伸滑块和压边滑块在拉伸缸的驱动下一起快速接近工件,状态三为拉伸滑块不动,压边滑块下行压边圈压住工件,状态四为压边滑块不动(有压边力)拉伸滑块下行拉伸工件,状态五为拉伸滑块、压边滑块退回到位,顶起旋转装置顶起工件。
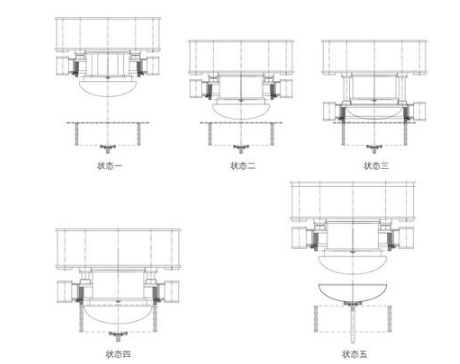
封头拉伸流程图
铝封头压制成型液压机工艺流程
液压机初始位置→拉伸滑块与压边滑块一起快降→压边滑块单独快降→压边滑块加压→拉伸滑块下行拉伸工件→保压延时及卸压→拉伸滑块压边滑块回程→顶起旋转装置顶起工件→(工件移走后)顶起旋转装置退回。顶起旋转装置顶出起始时间可由滑块的回程中设定的位置激发,以提高工作频次。

图片仅供参考,详情请咨询18306370979(微信同号)
山东威力重工设计生产的铝封头压制成型液压机主要适用于各类压力容器封头的冷、热成型压制,也可以用于厚、薄钢板的折边、校平等工艺。铝封头压制成型不止需要一款设备,包括双动封头专用液压机、多层组合模具,模具快换装置,自动上料和自动下料等装置,可以完成各种冷压封头的拉伸成型。



